

VITAFOODS, EMPRESA CHILENA ESPECIALIZADA EN PRODUCTOS CONGELADOS, INCORPORA LA TOMRA 5B A SU PLANTA DE PROCESADO DE BERRIES EN CHILLÁN
La compañía de origen chileno vuelve a confiar en TOMRA Food para optimizar su proceso de selección y continuar ofreciendo frambuesas congeladas de calidad premium. Hace ya 10 años, VITAFOODS (Anteriormente Hortifurt y Alifrut por separado) apostó por la marca para su producción de arándanos, al adquirir tecnología TOMRA. A partir de entonces, y tras su buena experiencia, han apostado por la TOMRA 5B, una clasificadora idónea para aquellos productos que, como la frambuesa congelada, requieren un trato delicado y una elevada precisión a la hora de ser seleccionados.
En estos tiempos tan complejos por la pandemia, donde las restricciones de movilidad y la complejidad para la captación y gestión de la mano de obra han dificultado las actividades del sector de la alimentación, la tecnología es uno de los aliados más poderosos. Por este motivo, TOMRA Food, continúa ofreciendo soluciones idóneas para cada cliente y mantiene una estrecha conexión con la realidad del mercado gracias a su gran presencia local.
En el mercado de exportación de berries y frambuesas congeladas, Chile es uno de los mayores exportadores “Concretamente la frambuesa es el producto con mayor valor agregado cuando se encuentra entera. Al partirse se produce un subproducto llamado crumble, que tiene un valor considerablemente menor. La posibilidad de procesar automáticamente la frambuesa IQF sin dañar u ocasionar pérdidas en su valor es una gran ventaja para los procesadores. Además, nuestra tecnología es flexible, fácil de operar y ofrece un alto rendimiento”, explica Paola Arévalo, Gerente Comercial de TOMRA Food Chile.

VITAFOODS, una compañía chilena que es hoy la mayor procesadora de berries de Chile y espera pronto consolidarse como el mayor exportador de fruta congelada de Chile, ha decidido apostar por la TOMRA 5B para la clasificación de sus delicadas frambuesas congeladas. Se trata de un segmento con una tendencia al alza. Y es que, como explica Fernando Larios, COO de Vitafoods: “Los consumidores, especialmente en la primera ola de la pandemia, se abastecieron de productos sanos que además perdurasen en el tiempo, como la frambuesa IQF”, concluye Fernando
VITAFOODS nació de la fusión de los negocios de congelados de Hortifrut y Alifrut. Exporta hoy el 93% de su producción y cuenta con más de 300 productores, posicionándose así como una de las compañías más potentes del mercado.
¿Su principal valor? Sin duda la calidad. “En VITAFOODS ofrecemos calidad premium. Esto nos permite trabajar con los mercados más exigentes como Estados Unidos, Europa o cumplir com los requisitos más demandantes de países asiáticos como Japón. Para cumplir con lo que nuestros clientes esperan de nuestra marca resulta imprescindible contar con la tecnología adecuada.
En cuanto al tipo de cliente, sus ventas provenientes del canal minorista (supermercados y locales de venta al por menor) frente a la venta a granel han crecido hasta casi el 50%, algo de lo que se encuentran muy orgullosos.
En cuanto al tipo de producto, VITAFOODS ofrece dos tipos de fruta: la orgánica y la no orgánica ya que como explica Fernando Larios “En Chile contamos con la enorme ventaja de tener un clima idóneo que da un sabor superior a la frambuesa. Además, nuestras fronteras naturales ponen obstáculos a las posibles plagas, lo que permite un mayor control fitosanitario que nos permite vender ambos productos”.
En cuanto a las tendencias del mercado de la frambuesa, tanto a nivel internacional como en Chile, Fernando Larios explica: “La forma de proceder en el sector agrícola está experimentando un cambio: vemos cómo los principales mercados tienden a hacer mayor uso de la tecnología y al autocultivo. Esto permite asegurar los volúmenes producción deseados, evitar fluctuaciones en la calidad y no depender de proveedores”.
TOMRA 5B, un trato delicado y una eficiencia extrema
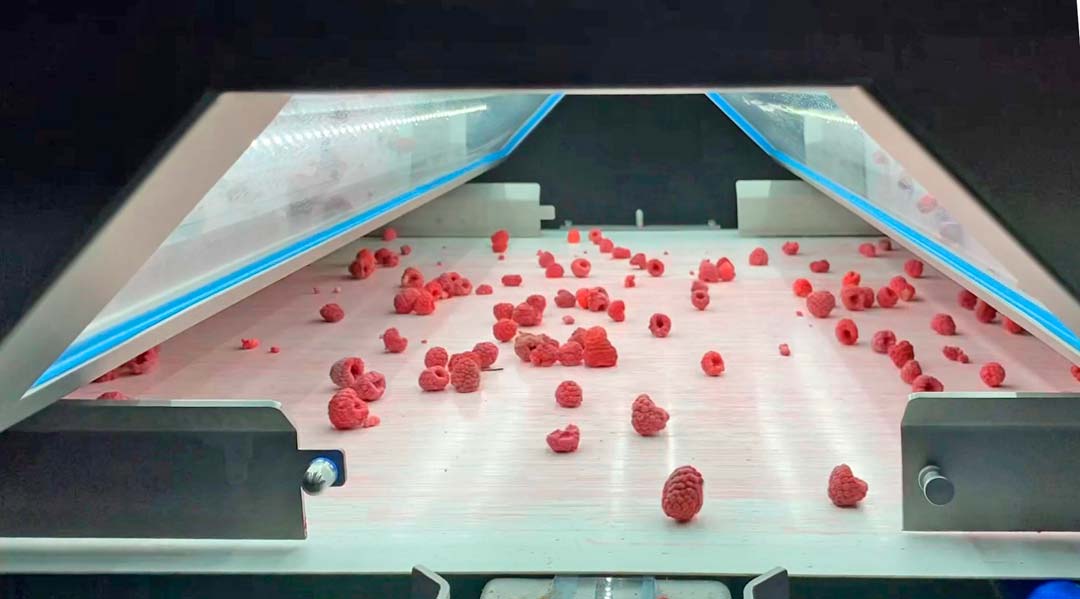
La TOMRA 5B, recientemente instalada en su planta de Chillán, se ha convertido para VITAFOODS en una herramienta fundamental a la hora de clasificar las frambuesas congeladas. Esta clasificadora con cinta de alimentación de TOMRA Food está diseñada para eliminar hasta el más mínimo material extraño y defectos en líneas de fruta o verdura, garantizando la seguridad alimentaria de la planta.
“Realmente creo que la TOMRA 5B no tiene competencia. Detecta los principales defectos de la frambuesa con alta eficacia, como el albinismo o el daño por el sol. Del mismo modo, su capacidad de detección de materia vegetal, como hojas, restos florales o materia extraña, como plásticos y madera, unido a que no se quiebra el producto durante el proceso por su gentil manejo, suponen una verdadera innovación en su segmento de maquinaria”, apunta Fernando Larios.
Proyectos de Integración de variadores de frecuencia y partidores suaves Emotron
En cuanto a la productividad de la máquina no hay dudas. “Antes de incorporar la TOMRA 5B debían destinarse unos 18 trabajadores que realizaban la selección manual, con la que procesaban 2 toneladas por hora. Con la TOMRA 5B hemos podido procesar 2,6 a 2,8 toneladas de frambuesas por hora y únicamente son necesarios 6 trabajadores en esta etapa de clasificacion. Así, hemos podido reubicar al resto del personal en otras etapas posteriores del proceso” asegura Larios.


La TOMRA 5B también permite que el operario ajuste con facilidad los criterios de clasificación para adaptarlos a la calidad requerida por el cliente y al producto deseado. Al introducir nuevas funciones que otorgan una precisión sin precedentes, la TOMRA 5B mejora la producción y aumenta la rentabilidad.
Fernando Larios asegura: “Estamos realmente satisfechos con la adquisición de la TOMRA 5B para nuestra nueva línea de frambuesas congeladas. Es un modelo que destaca por su excelente diseño, que trata de forma extremadamente cuidadosa al producto evitando que se dañe con la caída libre; es un equipo altamente higiénico, un atributo que ahora resulta más importante que nunca; su software es más intuitivo que el de las anteriores clasificadoras. Gracias a todas estas ventajas hemos preparado también un programa para que pasen moras por esta línea, ya que también puede procesar otro tipo de productos menos delicados como la mora o la frutilla congelada”.
Medición y análisis de calidad de energía eléctrica, soluciones a medida
Por su parte, Paola Arévalo, confirma: “Para esta aplicación de las frambuesas IQF en particular, la gran ventaja de la TOMRA 5B es el tratamiento excepcionalmente gentil al tratarse de una maquina de cinta y no de caída libre como otras soluciones del mercado. Asimismo, la combinacion de cámaras RGBI de alta resolución con vista 360° combinada con tecnología láser la convierte en la máquina más potente del mercado, pudiendo detectar defectos de color (albinismo), material vegetal no deseado y materias extrañas con la más alta eficiencia y resolución. Como añadido, la interface de la TOMRA 5B aporta flexibilidad en la operación y facilidad a la hora de configurar y operar la máquina”.
Equipos y Servicio TOMRA presentes en todo el proceso de VITAFOODS
La frambuesa se selecciona a mano en el campo y cuando llega a la planta se realiza el control de calidad pertinente. Una vez allí, se ingresa al sistema y se enfría lo más rápido posible en el túnel de congelado. Después, pasa por una máquina vibradora donde se separa el crumble de la fruta entera. Esta última pasa a la TOMRA 5B. El descarte llega a la moledora y se selecciona, junto con el crumble en la Blizzard y en la Helius.
Fernando Larios confirma tras varios test, cómo se desarrolló el proceso de compra: “En un principio, cuando fuimos a ver el equipo a la sede de demostraciones de TOMRA en Santiago de Chile, buscábamos alternativas para la selección de nuestros productos, tanto por volumen como por afinar la calidad. Primeramente probamos la clasificadora con un reducido volumen y funcionó de manera excelente. Más adelante la testamos con volúmenes superiores y a ritmos más exigentes, y quedamos extremádamente satisfechos. Afortunadamente ya contábamos con la TOMRA 5B cuando comenzó la crisis sanitaria mundial, lo que nos ha permitido trabajar, pese a todo, con cierta normalidad”.
“Tenemos maquinaria TOMRA desde hace 10 años. El conjunto de los equipos logra que el proceso sea redondo. Así, la Blizzard y la Helius cumplen su función para lograr que el crumble salga completamente limpio, optimizando costes y evitando la pérdida de producto, el resto, materia extraña y vegetal, se desecha”, matiza Fernando Larios.
Asimismo, la calibración y la capacitación son aspectos fundamentales para TOMRA Food. “La calibración supone una gran diferencia en el resultado final. Así, el primer ajuste de la temporada resulta crucial porque así aseguras que el siguiente ejercicio necesitará menor calibración. Son máquinas muy estables y capaces de introducir parámetros de los nuevos defectos que vayan apareciendo. En lo que respecta a la capacitación, el equipo técnico de TOMRA evalúa a nuestros operarios y nos indica quien necesitan más o menos instrucción para mejorar el proceso”, manifiesta Fernando Larios.
“En TOMRA Food siempre estamos al lado del cliente: la experiencia de nuestro equipo postventa altamente capacitado, y la presencia local, nos hace estar siempre atentos y reaccionar rápido ante cualquier necesidad”, subraya Paola Arévalo.
Acerca de TOMRA Food
TOMRA Food diseña y fabrica máquinas de clasificación basadas en sensores y proporciona soluciones integradas de postcosecha para la industria alimentaria. Desarrollamos la tecnología analítica más avanzada del mundo y la aplicamos a la clasificación y pelado.
Más de 12.800 unidades están instaladas y son empleadas en todo el mundo por productores, envasadores y procesadores de dulces, frutas secas, cereales y semillas, papas, proteínas, frutos secos y verduras.
La empresa tiene como misión mejorar el rendimiento y la eficiencia operativa de sus clientes y garantizar el suministro de alimentos seguros a través de tecnologías inteligentes y útiles. Para alcanzar tales objetivos, TOMRA Food cuenta con centros de excelencia, oficinas regionales y plantas de fabricación en EE.UU, Europa, América del Sur, Asia, África y Australasia.
TOMRA Food forma parte de TOMRA Group, fundado en 1972 en base a una idea innovadora que comenzó por el diseño, la producción y venta de máquinas de devolución de depósitos (MDD) para la recogida automatizada de envases usados de bebidas. Hoy en día, TOMRA ofrece soluciones tecnológicas que permiten alcanzar la economía circular. Gracias a sus sistemas avanzados de recolección y clasificación que optimizan la recuperación de recursos y minimizan el desperdicio en las industrias de alimentos, reciclaje y minería, TOMRA se compromete a construir un futuro más sostenible.
TOMRA dispone hoy de unas 100.000 instalaciones en más de 80 mercados a nivel mundial y sus ingresos totales en 2020 alcanzaron 9,9 mil millones de NOK. El grupo tiene unos 4,300 empleados a nivel global y cotiza en la Bolsa de Valores de Oslo (OSE: TOM). Para más información acerca de TOMRA, visite la página www.tomra.com.

Equipo Prensa
Portal Innova










 un crédito")





 un crédito")




{kind=link}